Як швидко та ефективно модернізувати верстат?
SPINJET GREEN LINE ВІД ISCAR – МИТТЄВО ПІДВИЩУЄ МОЖЛИВОСТІ ВАШОГО ОБЛАДНАННЯ Ще й досі в металообробній промисловості часто використовують верстати застарілих моделей, конструкція або характеристики яких уже не відповідають сучасним вимогам. Недостатня потужність електродвигуна головного руху, малі діапазони обертання шпинделя та невеликі хвилинні подачі столу не дозволяють ефективно використовувати різальні властивості сучасних твердосплавних інструментів і, таким чином, підвищити продуктивність виробництва. Модернізація обладнання дозволяє досягати поліпшення характеристик верстатів і розширення їх технологічних можливостей значно меншим коштом, ніж придбання нового верстата.

Основним напрямком модернізації фрезерних верстатів є підвищення потужності приводу головного руху та подач, швидкохідності, частоти обертання шпинделя, жорсткості консолі, зносостійкості та посилення окремих слабких ланок механізмів руху. Підвищення потужності та швидкохідності верстатів є найпоширенішим варіантом їх модернізації. Без особливих зусиль потужність можна збільшити шляхом заміни електродвигуна приводу, а швидкохідність — збільшенням передавального відношення одного з кінематичних ланцюгів передачі. При повному ремонті проводиться модернізація фрезерного верстата з ЧПК, що дозволяє розширити технологічні можливості, підвищити потужність, рівень автоматизації та механізації. Це приводить до скорочення допоміжного часу, а також поліпшення експлуатаційних якостей і підвищення безпеки роботи. У деяких випадках модернізація фізично та морально зношеного фрезерного обладнання допомагає відмовитися від необхідності купівлі нового верстата або дозволяє розширити можливості сучасних моделей верстатів.
МОДЕРНІЗАЦІЯ ДЛЯ ЗБІЛЬШЕННЯ ПРОДУКТИВНОСТІ
Модернізація фрезерного верстата розширює технологічні можливості обладнання, збільшує продуктивність, підвищує точність обробки деталей і дозволяє досягати нових можливостей під час діагностики й обслуговування верстата. Зазвичай модернізації підлягають фрезерні верстати випуску минулих років — для забезпечення можливості швидкісних режимів різання, скорочення допоміжного часу, механізації й автоматизації окремих прийомів і навіть комплексної автоматизації. Розглянемо один із найпростіших і доступних способів модернізації, що дозволяє «на ходу» здійснити поліпшення будь-якого обладнання та підвищити його технічні характеристики. Один із таких напрямків модернізації — це збільшення частоти обертання шпинделя верстата. Перспектива «миттєвої» модернізації зношеного обладнання та розширення можливостей нового, але з малим числом обертів — цілком реальна! Для цього необхідно встановити в шпиндель фрезерного верстата автономний шпиндель з приводом вiд ЗОР виробництва фірми ISCAR (рис. 1).
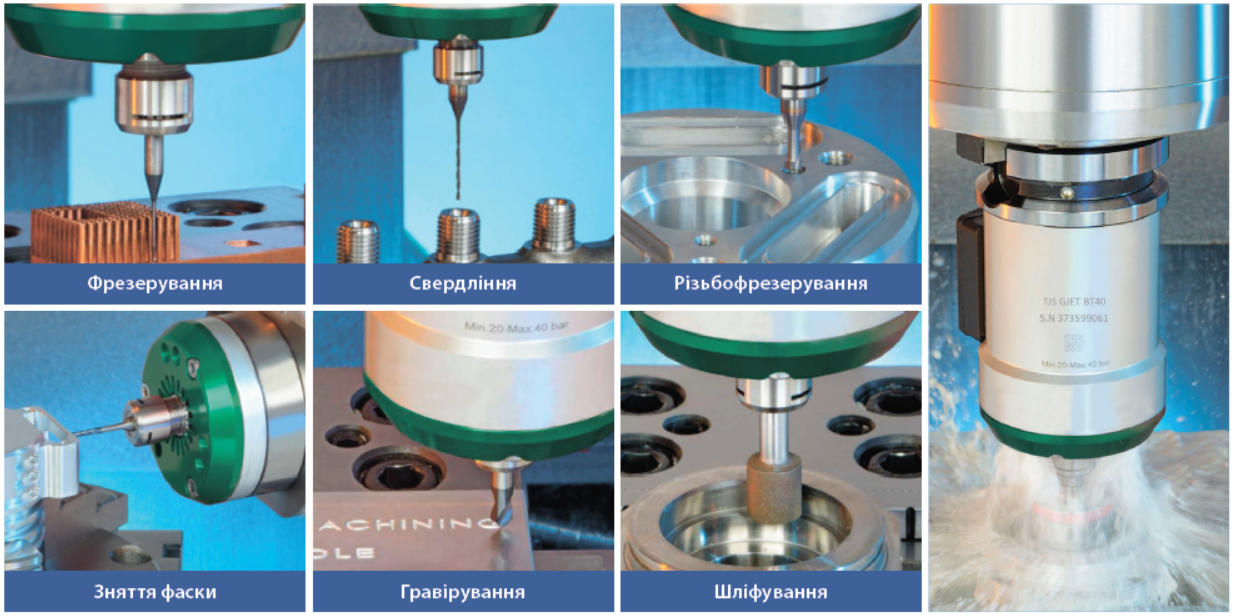
Рис. 1. Час обробки скорочується до 70 %. Надточні високошвидкісні шпинделі для фрезерування та свердління за допомогою невеликих інструментів
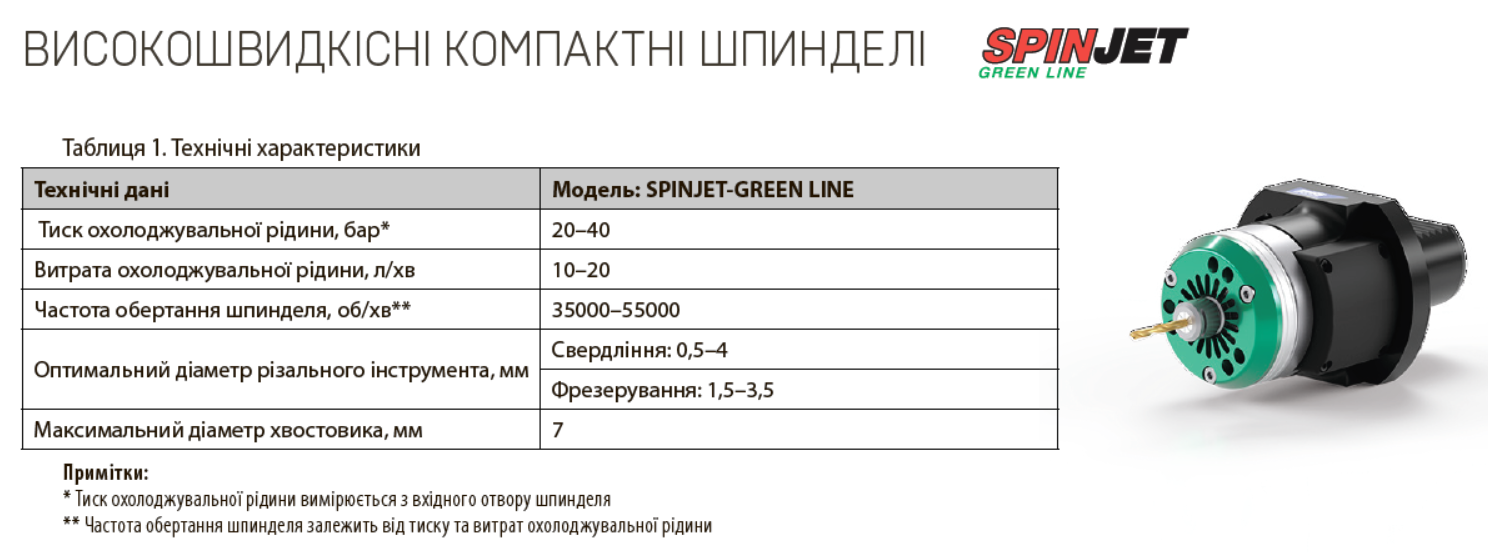
Можливість регулювання числа обертів за хвилину — від 35 000 до 55 000 при мінімальному тиску ЗОР 20 бар, використовуючи при цьому різальний інструмент з оптимальним діаметром 0,5–4 мм для свердління та 1,5–3,5 мм для фрезерування. При цьому максимальний діаметр хвостовика інструмента може бути 7 мм (рис. 2). Даний приводний шпиндель простий у експлуатації й обслуговуванні. «Друге життя» обладнання доповнюється опцією високошвидкісного фінішного фрезерування деталей із загартованої сталі, кольорових металів та сплавів інструментом із твердого сплаву. Даний шпиндель дозволяє на високих обертах виконувати свердління, різьбофрезерування, зняття фасок, гравірування, а також шліфування.
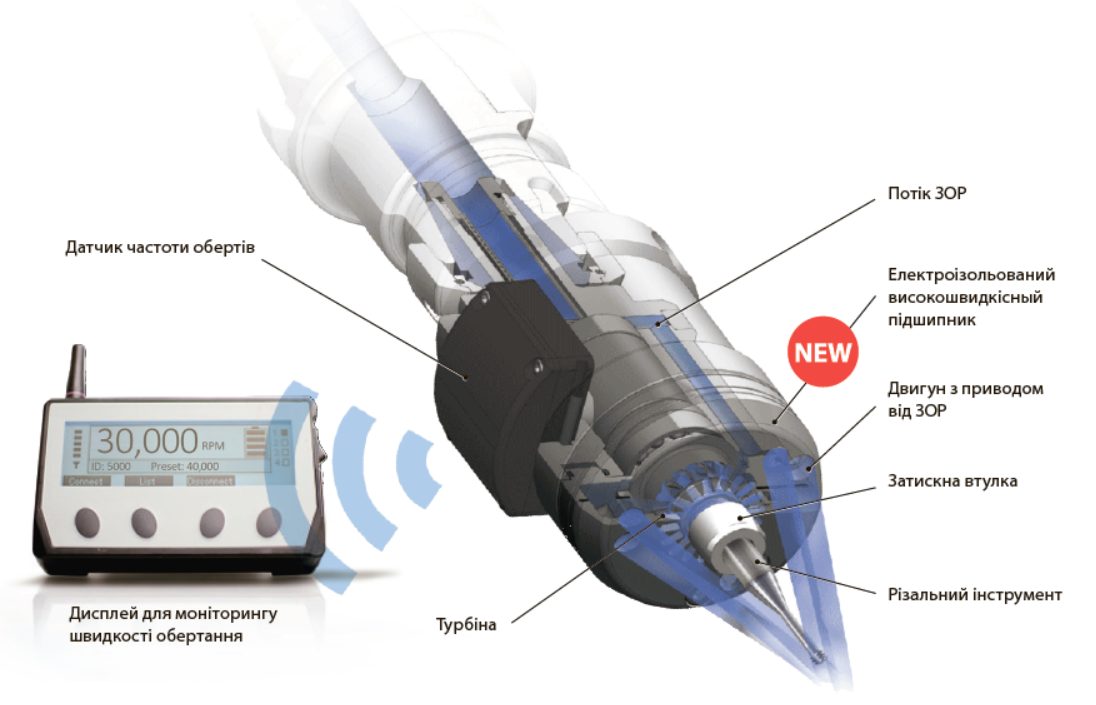
Рис. 2. Швидкі шпинделі з приводом ЗОР
Різальний інструмент:
- Інструменти малого діаметра (0.5–4.0 мм)
- Інструмент малого діаметра для точної високошвидкісної обробки зі скороченням зносу.
- Фрезерування, свердління, різьбофрезерування, гравірування, зняття фасок і задирок, чистове радіальне шліфування.
- Чистова та напівчистова обробка.
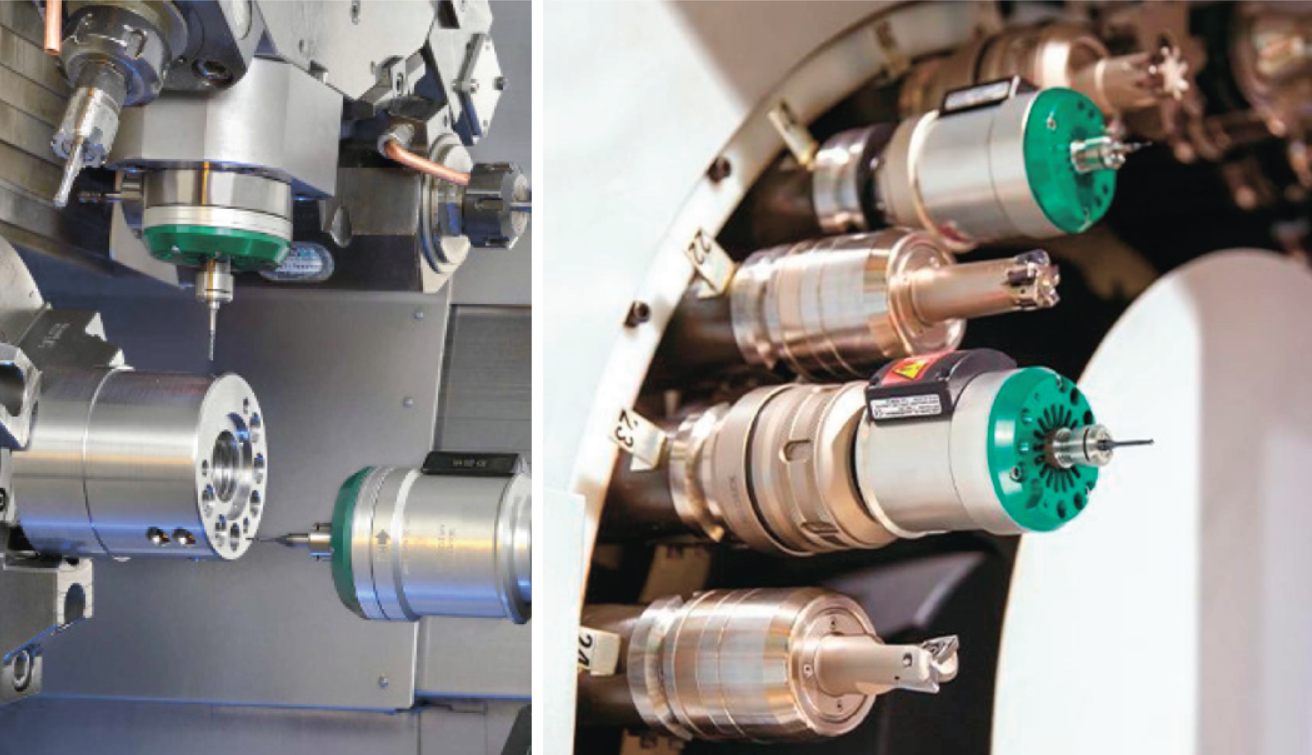
Обладнання:
- Верстати з ЧПК: фрезерні обробні центри/токарні верстати/токарно-фрезерні верстати
- Підходять для більшості типів адаптерів + токарні верстати з револьверною головою.
Економічні переваги шпинделів SPINJET GREEN LINE:
- Можливість модернізації звичайного верстата з ЧПК у верстат для високошвидкісної обробки (HSM)
- Дуже висока продуктивність — скорочення машинного часу та витрат на обробку
- Мінімальний термін окупності
- Прості інтеграція та запуск
- Компактний розмір — підходять для ATC і револьверних головок
- Скорочення споживання енергії
- Використання охолоджувальної рідини верстата під тиском як джерела живлення.
Застосовуються в різних галузях світової промисловості:
- Виробництво штампів і прес-форм
- Медична промисловість
- Енергетична промисловість
- Автомобільна промисловість
- Аерокосмічна промисловість
- 3D-друк
- Загальне машинобудування.

Вимоги до верстатів для використання шпинделів SPINJET-GREEN LINE:
- Підведення охолоджувальної рідини через шпиндель
- Мінімальний тиск охолоджувальної рідини в шпинделі: 20 бар
- Максимальний тиск охолоджувальної рідини в шпинделі: 40 бар
- Мінімальні витрати охолоджувальної рідини: 12 л/хв
- Рівень фільтрації охолоджувальної рідини: макс. 100 μm.
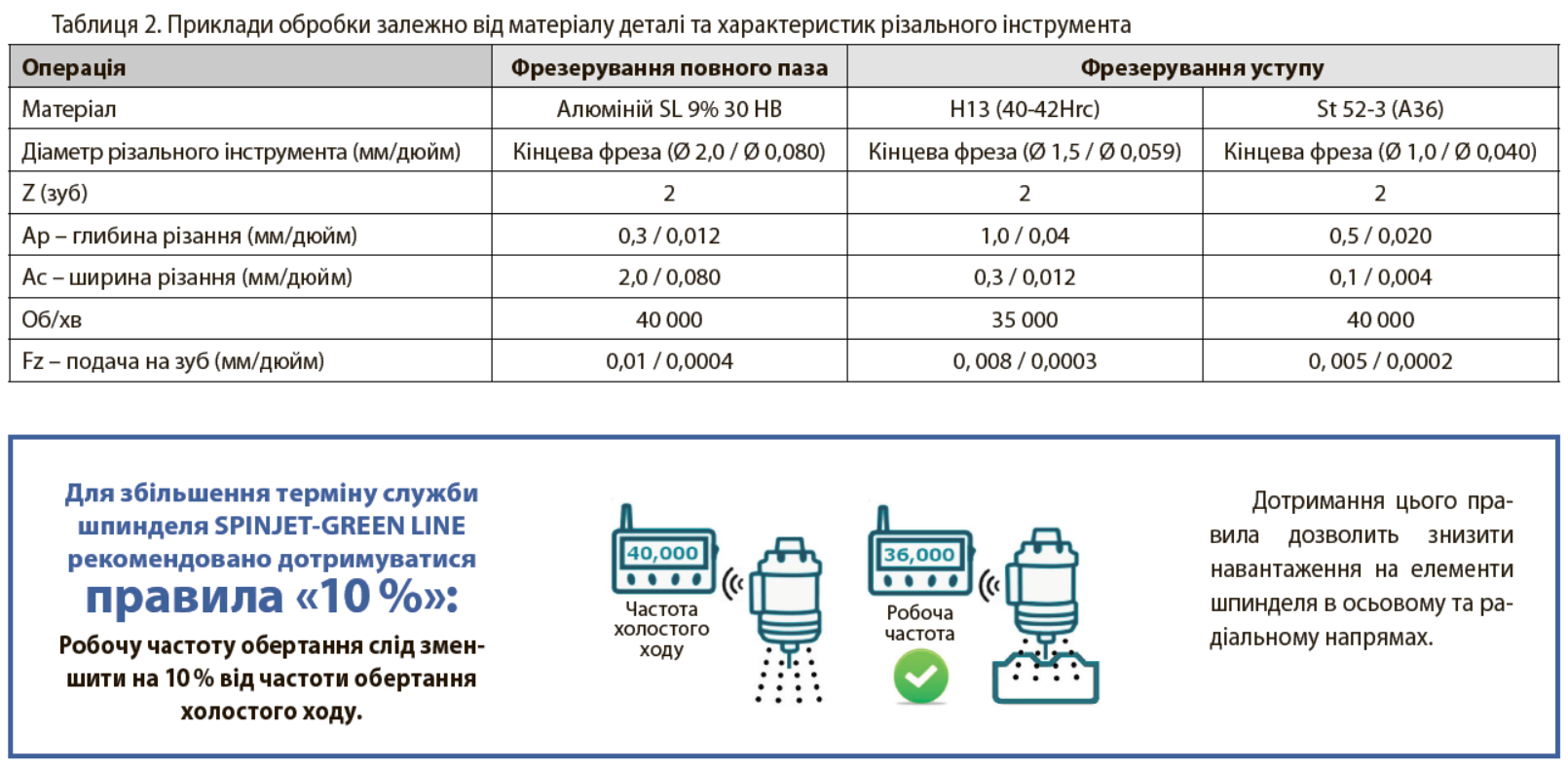
Рекомендації з експлуатації

При роботі зі шпинделями SPINJET-GREEN LINE контроль частоти обертання має вирішальне значення. Правильно встановлена частота обертання забезпечує оптимальні умови обробки та дозволяє уникнути пошкодження шпинделя. Швидкість різання залежить від матеріалу заготовки, його твердості, форми поверхні оброблюваної деталі, стратегії обробки та геометричних характеристик різального інструмента. Використовуйте документацію, надану виробником різального інструмента. Різкі коливання частоти обертання можуть вказувати на такі проблеми, як недостатній тиск охолоджувальної рідини або поломка різального інструмента.
ВИКОРИСТАННЯ ПРЕЦИЗІЙНИХ ЦАНГ ER11
Рекомендується використовувати тільки високоякісні прецизійні цанги
Частота обертання холостого ходу:
- Встановіть шпиндель SPINJET-GREEN LINE з інструментом на верстат.
- Приведіть у рух шпиндель, включивши подачу рідини при необхідному тиску. Частота холостого ходу відобразиться на дисплеї шпинделя.
Зберігання:
- Очистіть шпиндель стиснутим повітрям протягом 10–15 секунд.
- Максимальний тиск повітря — 2 бар (30 psi). Частота обертання під час очищення не повинна перевищувати 50 000 об/хв.
- Після очищення від’єднайте шпиндель від дисплея.
- Помістіть шпиндель в оригінальну пакувальну коробку та зберігайте його у відповідному місці.
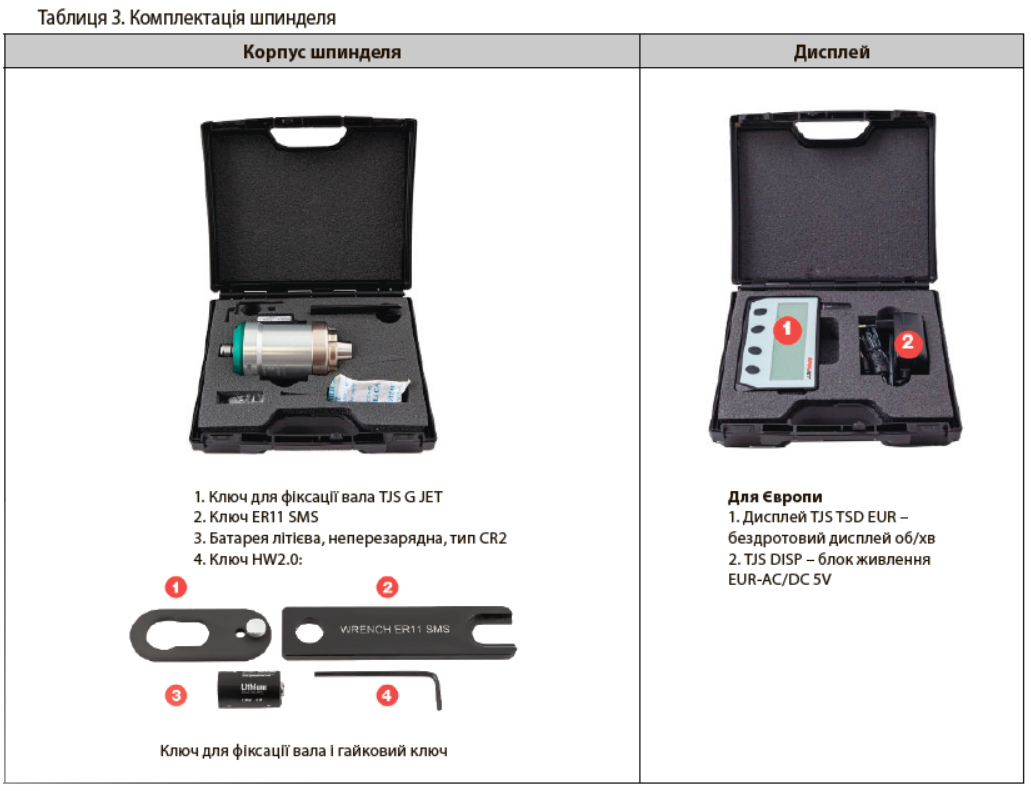
КОМПЛЕКТАЦІЯ
ВИСНОВОК
Сучасні реалії машинобудування перебувають у постійному вдосконаленні та розвитку, коли для збереження конкурентоспроможності потрібно придбання нового, практичного та якісного обладнання вже сьогодні, вже зараз, що допоможе зберегти шлях розвитку та прибутковості підприємства. Як не крути, повна та якісна модернізація — це справа не одного дня або навіть тижня. Зазвичай на такі заходи виділяються місяці роботи. Водночас конкурент уже оновив свій парк обладнання, придбав новий верстат і, використовуючи необхідні високі режими різання, за мінімальний час просто засипає ринок актуальною продукцією. Рішення у вигляді SPINJET GREEN LINE дозволяє швидко й ефективно, не втрачаючи ні секунди, отримати максимальний результат. При цьому, не зупиняючись ні на крок у технологічному прогресі. Фахівці представництва компанії ІСКАР в Україні готові надати вітчизняним металообробним підприємствам допомогу в розробці технологічних процесів під час запуску у виробництво нової продукції, а також сприяти підвищенню ефективності використання інструмента ІСКАР у поточних проєктах.